1. Giới thiệu về ống PPR Riifo - Đặc điểm và ưu điểm của ống
1.1 Đặc điểm của ống PPR Riifo
Ống PPR Riifo được chế tạo từ nhựa polypropylene ngẫu nhiên nguyên sinh theo công nghệ hiện đại, với khả năng chịu nhiệt lên đến 95°C và áp lực làm việc từ 10 đến 25 bar, phù hợp cho hệ thống nước nóng lạnh dân dụng và công nghiệp. Sản phẩm đạt các tiêu chuẩn quốc tế như EN15874, ISO 15874 đảm bảo chất lượng và an toàn cho người sử dụng.
1.2. Ưu điểm khi dùng ống PPR Riifo trong thi công
- Tuổi thọ trên 50 năm trong điều kiện lắp đặt đạt chuẩn.
- Khả năng chống ăn mòn, chống oxy hóa vượt trội.
- Dễ dàng thi công, kết nối bằng phương pháp hàn nhiệt chắc chắn.
- Vật liệu an toàn, thân thiện với môi trường, không chứa chất độc hại.
- Phù hợp đa dạng công trình từ nhà dân đến cao ốc, công nghiệp.
1.3. Chuẩn bị trước khi lắp đặt ống PPR Riifo
Kiểm tra và lựa chọn vật tư
- Chọn ống PPR Riifo chính hãng, kiểm tra đầy đủ giấy tờ chứng nhận CO, CQ.
- Lựa chọn phụ kiện đi kèm đúng loại, đảm bảo cùng hệ thống vật liệu PPR.
- Kiểm tra kích thước ống theo thiết kế, không dùng ống cong, nứt, biến dạng.
Dụng cụ cần thiết
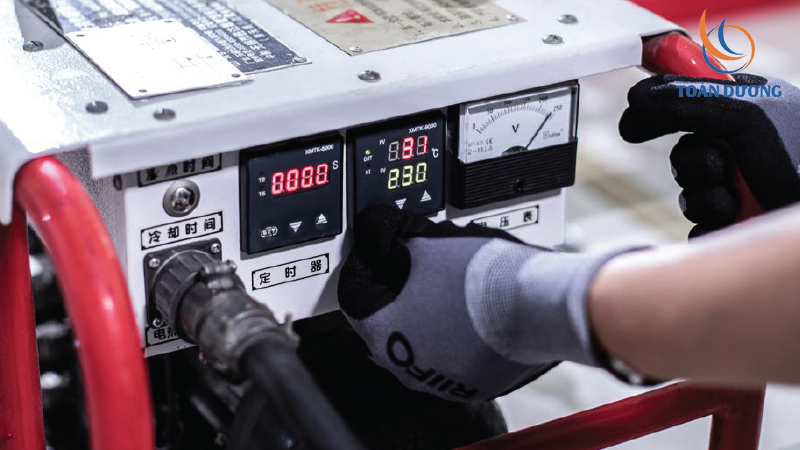
- Máy hàn nhiệt ống PPR chuyên dụng, với nhiệt độ khoảng 260°C.
- Bộ dao cắt ống, dũa, dụng cụ đo kích thước.
- Thước kẻ, bút đánh dấu.
- Bao tay, kính bảo hộ, đồ bảo hộ lao động.
Chuẩn bị mặt bằng và môi trường thi công
- Vệ sinh sạch sẽ vị trí lắp đặt, tránh bụi bẩn ảnh hưởng đến mối hàn.
- Đảm bảo nhiệt độ môi trường thi công phù hợp từ 5°C đến 45°C.
- Kiểm tra hệ thống điện, nguồn cấp điện ổn định cho máy hàn.
1.4 Quy trình lắp đặt ống PPR Riifo đúng tiêu chuẩn
Bước 1: Cắt ống đúng kỹ thuật
- Dùng dao cắt hoặc kéo cắt ống theo đúng kích thước yêu cầu.
- Cắt vuông góc với trục ống để đảm bảo mối nối chắc chắn.
- Làm sạch và dũa gờ cạnh cắt để tránh gây rò rỉ hoặc hư hỏng khi hàn.
 Cách cắt ống PPR
Cách cắt ống PPR
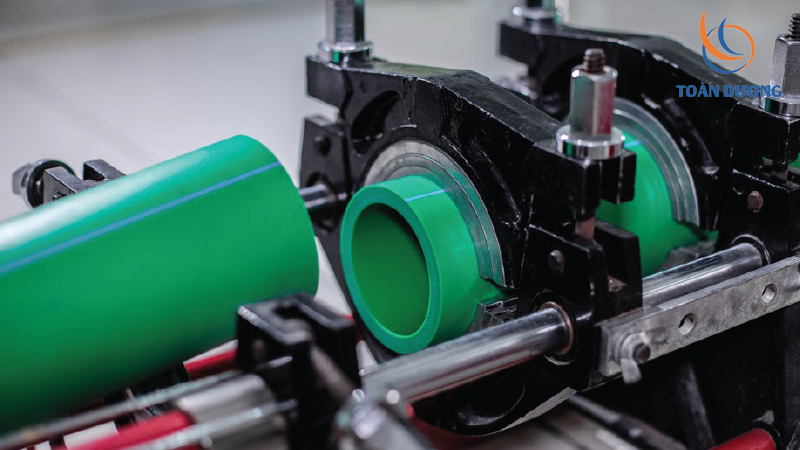
Bước 2: Làm nóng mối nối bằng máy hàn nhiệt
- Bật máy hàn nhiệt, đợi máy đạt nhiệt độ tiêu chuẩn khoảng 260°C.
- Đầu tiên vệ sinh sạch sẽ đầu ống và đầu phụ kiện trước khi đưa vào máy hàn.
- Đẩy đồng thời ống và phụ kiện vào đầu làm nóng, giữ nguyên vị trí đúng quy định thời gian theo đường kính ống (thường từ 6-12 giây tùy size).
- Rút ống và phụ kiện ra khỏi máy hàn, chuẩn bị nối ngay.
 Cách làm nóng mối nối ống PPR
Cách làm nóng mối nối ống PPR
Bước 3: Nối ống và phụ kiện
- Nhanh chóng đẩy ống và phụ kiện vào nhau theo thẳng trục, tránh xoắn vặn.
- Giữ nguyên vị trí và áp lực trong thời gian 3-5 giây để mối hàn nguội bớt và kết dính chặt.
- Kiểm tra độ thẳng và khít của mối nối, đảm bảo không có khe hở.
 Cách nối ống PPR đúng cách
Cách nối ống PPR đúng cách
Bước 4: Lắp đặt hệ thống ống theo thiết kế
- Cố định ống theo vị trí đã thiết kế trên bản vẽ thi công.
- Sử dụng bộ kẹp ống, đệm cách nhiệt và các phụ kiện hỗ trợ để bảo vệ ống.
- Tránh để ống chịu lực va đập hoặc uốn cong quá mức.
- Tạo độ giãn nở nhiệt phù hợp tại các vị trí co, khuỷu để tránh nứt gãy.
2. Phương pháp hàn đối đầu và hàn điện trở trong lắp đặt ống PPR Riifo
2.1 Hàn đối đầu (Butt Fusion Welding)
Hàn đối đầu là phương pháp kết nối hai đầu ống PPR hoặc ống với phụ kiện bằng cách làm nóng hai đầu tiếp xúc trên máy hàn chuyên dụng, sau đó ép chặt và giữ nguyên vị trí trong thời gian nhất định để tạo thành mối hàn bền vững, đồng nhất. Đây là kỹ thuật hàn phổ biến trong thi công hệ thống ống nước nhựa bởi khả năng chịu áp lực và nhiệt độ cao, đảm bảo độ bền và kín khít tuyệt đối.
2.1.1 Các bước chuẩn bị trước khi hàn ống PPR Riifo
Chuẩn bị dụng cụ và vật tư
- Máy hàn nhiệt chuyên dụng cho ống PPR (hàn nóng chảy) hoặc thiết bị hàn điện trở phù hợp.
- Bụng, dao, thước đo, dụng cụ rung, khăn sạch, nhiệt kế chuyên dụng (để kiểm tra nhiệt độ).
Kiểm tra vật tư
- Đảm bảo ống và phụ kiện Riifo chính hãng, không nứt, cong hoặc hư hỏng.
- Kiểm tra giấy chứng nhận chất lượng, tiêu chuẩn kỹ thuật của sản phẩm đảm bảo đúng tiêu chuẩn.
2.1.2 Các bước thực hiện hàn đối đầu (Butt Fusion)
Bước 1: Cắt và làm sạch ống
- Cắt ống chính xác theo chiều vuông góc với trục ống, dùng dao cắt chuyên dụng.
- Lau sạch lớp oxi hóa, bụi bẩn và mài gọt cạnh cắt để mặt cắt mịn, thẳng.
Bước 2: Vát ống (nếu cần)
- Vát nhẹ đầu ống giúp đảm bảo tiếp xúc đều, giảm rủi ro rò rỉ sau hàn.
Bước 3: Tiến hành hàn nhiệt đối đầu
- Chọn đúng chế độ nhiệt độ (thường là 260°C) phù hợp cho ống PPR Riifo.
- Đặt đầu ống vào đĩa nung của máy hàn, giữ đúng thời gian quy định (từ 6-12 giây tùy kích thước ống) để đảm bảo nhiệt độ đủ làm nóng chảy.
- Khi đèn báo trên máy phát sáng xanh, dừng quá trình gia nhiệt.
- Rút ống ra khỏi đĩa nung, giữ nguyên vị trí, đẩy nhanh vào phụ kiện chuẩn bị sẵn.
- Ép chặt hai đầu ống và phụ kiện, giữ trong khoảng 3-5 giây để mối hàn nguội và kết dính.



Bước 4: Kiểm tra mối hàn
- Kiểm tra độ kín, độ thẳng, không vênh lệch, rò rỉ hay khe hở.
- Đợi khoảng 2-3 phút để mối hàn nguội hoàn toàn.
2.2 Hàn điện trở (Electrofusion Welding)
Hàn điện trở sử dụng phụ kiện hàn dạng ống có dây điện trở được thiết kế quanh bề mặt trong của ống hoặc phụ kiện. Khi cấp điện cho dây điện trở, nhiệt sinh ra làm nóng chảy bề mặt ống và phụ kiện, giúp chúng kết dính và tạo thành mối hàn chắc chắn, ổn định.
Các bước thực hiện hàn điện trở (Electrical Fusion)
Bước 1: Chuẩn bị máy hàn điện trở và phụ kiện phù hợp
- Lựa chọn phụ kiện hàn điện trở phù hợp với kích thước ống.
- Đưa phụ kiện vào máy hàn, siết chặt chắc chắn

Bước 2: Vét đầu ống và chuẩn bị
- Vát hoặc làm sạch đầu ống, đảm bảo mặt cắt phẳng, mịn, không có bụi bẩn hoặc oxi hóa.
- Đánh dấu chiều dài phần cần nối, đảm bảo đúng tiêu chuẩn.

Bước 3: Hàn điện trở
- Đưa ống và phụ kiện vào bộ phận gia nhiệt của máy hàn.
- Cấp nguồn điện cho máy, thiết lập chế độ nhiệt phù hợp (thường khoảng 260°C).
- Đợi quá trình gia nhiệt hoàn tất (đèn báo xanh bật), thường từ 10-20 giây.
- Giữ đều áp lực, đẩy ống và phụ kiện vào nhau trong khoảng thời gian quy định (từ 5-10 giây).
- Rút ra và để nguội tự nhiên trong ít nhất 2 phút.


2.3 Các kỹ thuật bổ sung trong quá trình hàn
- Điều chỉnh độ thẳng của ống: kiểm tra, điều chỉnh để đảm bảo ống thẳng, đúng trục.
- Kiểm tra nhiệt độ: dùng nhiệt kế để đảm bảo nhiệt độ hàn phù hợp, không quá thấp hoặc quá cao.
- Bảo vệ mối hàn: không để các tác nhân gây ô nhiễm, bụi bẩn tiếp xúc với mối hàn trong khi nguội.
2.4 Các lưu ý quan trọng khác
- Không vặn, kéo hoặc xoắn ống trong quá trình hàn.
- Không thao tác quá sớm hoặc chậm, đảm bảo thời gian chính xác theo quy chuẩn.
- Mỗi mối hàn cần kiểm tra chất lượng trước khi đưa vào hệ thống vận hành chính thức.
- Thực hiện theo chuẩn của nhà sản xuất Riifo và các tiêu chuẩn kỹ thuật công nghiệp.
2.5 Quy trình kiểm tra và nghiệm thu
- Kiểm tra bằng mắt thường, không có khe hở, không bị cong vênh.
- Kiểm tra rò rỉ bằng phương pháp khí hoặc nước áp lực thử nghiệm sau khi lắp đặt.
- Ghi nhận và lập biên bản nghiệm thu theo quy định của dự án.
3. Những lưu ý quan trọng khi lắp đặt ống PPR Riifo
3.1 Tuân thủ các tiêu chuẩn kỹ thuật
- Sử dụng đúng thiết bị hàn nhiệt chuyên dụng cho hệ thống PPR.
- Phải đảm bảo nhiệt độ đầu mối hàn đúng quy định.
- Không nối ống bằng các phương pháp không đúng tiêu chuẩn như búa, ren.
3.2 Bảo vệ ống khi thi công
- Không đặt ống trực tiếp dưới ánh nắng mặt trời lâu ngày tránh làm giảm tuổi thọ.
- Không để ống tiếp xúc trực tiếp với hóa chất độc hại, axit mạnh.
- Tránh gây va đập trong quá trình vận chuyển và thi công.
3.3 Kiểm tra nghiệm thu hệ thống
- Thực hiện kiểm tra áp lực đường ống sau khi lắp đặt xong để phát hiện rò rỉ.
- Đo đạc đúng kích thước, độ thẳng và độ giãn nở của hệ thống.
- Lập biên bản nghiệm thu theo tiêu chuẩn kỹ thuật và quy trình thi công.
4 Bảo trì và vận hành hệ thống ống PPR Riifo
4.1 Vệ sinh định kỳ
- Dọn dẹp bụi bẩn, cặn bám tại các đầu nối, điểm kết nối.
- Kiểm tra không gian quanh ống để đảm bảo không có vật cản gây áp lực không đều.
4.2 Giám sát áp lực và nhiệt độ
- Lắp đặt đồng hồ đo áp lực và nhiệt độ để theo dõi tình trạng hoạt động.
- Điều chỉnh phù hợp để tránh gây quá tải cho hệ thống ống.
4.3 Sửa chữa và thay thế
- Phát hiện sớm các vị trí rò rỉ hoặc hư hỏng để xử lý kịp thời.
- Thay thế phụ kiện hoặc đoạn ống bị hư với quy trình hàn nhiệt chuẩn.
5. Kết luận
Việc lắp đặt ống PPR Riifo đúng tiêu chuẩn kỹ thuật từ A đến Z là yếu tố then chốt giúp công trình xây dựng vận hành an toàn, bền bỉ và hiệu quả lâu dài. Tuân thủ quy trình thi công, lựa chọn thiết bị chuẩn và bảo trì hệ thống định kỳ sẽ giúp phát huy tối đa độ bền, cũng như khả năng chịu nhiệt, áp lực của ống PPR Riifo. Chủ đầu tư và kỹ thuật viên cần đặc biệt chú trọng phần này để đảm bảo thành công cho dự án.
THÔNG TIN LIÊN HỆ:
ỐNG NHỰA CÔNG TRÌNH TOÀN DƯƠNG
Địa chỉ: 227 Nguyễn Tri Phương, Đà Nẵng
Hotline: 0905 853 855 – 0923 494 999
Facebook: Ống nhựa công trình
Website: https://ongnhuacongtrinh.vn/
Riifo PPR 管的安装指南:技术规范与操作流程
引言
Riifo PPR 管是一种高耐热、高强度的塑料管材,广泛应用于冷热水系统中。本文将详细介绍Riifo PPR 管的标准安装方法,从材料准备、热熔连接到系统验收,帮助确保施工质量与长期使用的安全性。
1. Riifo PPR 管简介——特点与优势
1.1 Riifo PPR 管的特点
Riifo PPR 管采用原生随机共聚丙烯(polypropylene random copolymer)材料,通过现代化工艺生产,可耐受高达 95°C 的温度及 10–25 bar 的工作压力,适用于民用及工业冷热水系统。产品符合 EN15874 与 ISO 15874 国际标准,确保质量与使用安全。
1.2 Riifo PPR 管在施工中的优势
-
在标准安装条件下,使用寿命超过 50 年。
-
具有优异的抗腐蚀与抗氧化性能。
-
热熔连接牢固,施工简便。
-
材料环保无毒,对人体安全。
-
适用于民宅、高层及工业建筑等多种工程。
1.3 安装前准备
材料检查与选择
-
选择正品 Riifo PPR 管,检查 CO、CQ 认证文件。
-
选用同系统的 PPR 配件,确保兼容性。
-
检查尺寸是否符合设计要求,不得使用弯曲、破裂或变形的管材。
所需工具
-
专用 PPR 热熔焊机(约 260°C)。
-
管剪、锉刀、测量工具。
-
尺子、标记笔。
-
防护手套、安全眼镜及劳保用品。
施工环境准备
-
清洁安装位置,避免灰尘影响焊接质量。
-
施工环境温度保持在 5°C–45°C。
-
确保电源稳定、设备运行正常。
1.4 Riifo PPR 管标准安装流程
步骤 1:准确切割管材
使用专用切割刀垂直切割,保证切口平整。
清理毛刺,避免焊接时漏水或损伤。
步骤 2:加热焊接端口
开启热熔机至约 260°C。
清洁管端与配件端口后同时插入加热头,加热 6–12 秒(视管径而定)。
取出后立即准备连接。
步骤 3:连接管材与配件
迅速沿轴线方向推入,保持 3–5 秒固定,确保焊口平直无缝隙。
步骤 4:按设计图安装系统
使用卡箍与支架固定管道。
保持适当热胀冷缩间距,防止弯曲或破裂。
2. Riifo PPR 管的焊接方法
2.1 对接焊(Butt Fusion Welding)
对接焊是将两端同时加热后压合形成牢固焊口的工艺,能承受高温高压,焊缝均匀、密封性好。
准备工作
-
使用 Riifo 专用热熔焊机或电熔设备。
-
检查管材、配件是否完好、无裂痕。
焊接步骤
-
切割与清洁:垂直切割并清理氧化层。
-
倒角处理:轻微倒角以保证焊接均匀。
-
加热对接:加热至 260°C,保持 6–12 秒。
-
压合冷却:迅速对接并保持 3–5 秒固定。
-
检查焊口:确认平直无渗漏,冷却 2–3 分钟后再操作。
2.2 电熔焊(Electrofusion Welding)
电熔焊通过配件内部的电阻丝加热,使管材与配件融化后粘结成一体,焊接牢固、精度高。
电熔焊步骤
-
准备设备与配件,锁紧位置。
-
清洁并标记连接长度。
-
加热至 260°C,保持 10–20 秒。
-
均匀施压连接,静置冷却 2 分钟。
补充技术
-
确保管道轴线对齐。
-
控制焊接温度,防止过热或过冷。
-
焊接后避免灰尘污染。
3. 安装注意事项
-
使用 Riifo 专用焊接设备,严格控制焊接温度。
-
禁止使用锤击、螺纹等非标准连接方式。
-
避免阳光直射与化学腐蚀。
-
完成后应进行压力测试与验收记录。
4. 维护与运行
-
定期清洁接口,防止沉积物堵塞。
-
监测系统压力与温度,防止超载。
-
若发现渗漏,应按标准热熔流程及时更换。
5. 结论
严格遵守 Riifo PPR 管的标准安装与维护流程,是确保系统长期安全稳定运行的关键。正确施工、定期保养,可最大限度发挥 Riifo 管道的耐压与耐热性能,为工程项目提供可靠保障。
联系方式:
ỐNG NHỰA CÔNG TRÌNH TOÀN DƯƠNG
地址:227 Nguyễn Tri Phương, Đà Nẵng
热线:0905 853 855 – 0923 494 999
Facebook:Ống nhựa công trình
网站: https://ongnhuacongtrinh.vn/
Riifo PPR Pipe Installation Guide: Technical Standards and Procedures
Introduction
Riifo PPR pipes are high-strength, heat-resistant plastic pipes widely used in hot and cold water systems. This article provides a detailed guide to the standard installation process of Riifo PPR pipes, from material preparation and heat fusion to system inspection, ensuring durability and safety in long-term operation.
1. Overview of Riifo PPR Pipes – Features and Advantages
1.1 Key Features of Riifo PPR Pipes
Riifo PPR pipes are made from premium polypropylene random copolymer (PPR) material using advanced manufacturing technology. They can withstand temperatures up to 95°C and working pressure of 10–25 bar, suitable for both residential and industrial hot and cold water systems. The products comply with EN15874 and ISO 15874 international standards, ensuring quality and safety.
1.2 Advantages in Installation
-
Service life of over 50 years under standard conditions.
-
Excellent corrosion and oxidation resistance.
-
Strong, seamless joints via heat fusion connection.
-
Non-toxic, environmentally friendly materials.
-
Applicable to residential, high-rise, and industrial buildings.
1.3 Preparation Before Installation
Material Inspection and Selection
-
Choose genuine Riifo PPR pipes with CO and CQ certificates.
-
Use matching PPR fittings from the same system for compatibility.
-
Inspect for cracks, deformities, or damage before installation.
Required Tools
-
PPR welding machine (heating temperature: approx. 260°C).
-
Pipe cutter, file, ruler, and marker.
-
Safety gloves, goggles, and protective equipment.
Worksite Preparation
-
Clean the area to prevent dust contamination.
-
Maintain ambient temperature between 5°C–45°C.
-
Ensure stable power supply and proper equipment function.
1.4 Standard Installation Process for Riifo PPR Pipes
Step 1: Cutting the Pipe
Use a professional pipe cutter for a straight, clean cut.
Remove burrs to avoid leaks or weld defects.
Step 2: Heating the Pipe and Fitting Ends
Set the welding machine to 260°C.
After cleaning, insert both ends into the heating tool and heat for 6–12 seconds (depending on pipe diameter).
Remove and prepare for immediate connection.
Step 3: Joining the Pipe and Fitting
Quickly align and push both ends together along the axis.
Hold for 3–5 seconds to ensure proper alignment and sealing.
Step 4: Fixing and Alignment
Secure the pipes with clamps or brackets following design drawings.
Maintain suitable expansion space to prevent bending or cracking.
2. Welding Methods for Riifo PPR Pipes
2.1 Butt Fusion Welding
Butt fusion welding joins two heated pipe ends under pressure, forming a strong, uniform, and leak-free joint suitable for high-temperature and high-pressure applications.
Preparation
-
Use Riifo-certified butt fusion welding equipment.
-
Inspect the pipe and fittings for damage or contamination.
Welding Procedure
-
Cut and Clean: Cut vertically and remove oxidation.
-
Chamfer: Lightly bevel the edge for uniform welding.
-
Heat Fusion: Heat both ends at 260°C for 6–12 seconds.
-
Jointing: Quickly press together and hold for 3–5 seconds.
-
Inspection: Allow 2–3 minutes for cooling before handling.
2.2 Electrofusion Welding
Electrofusion uses an internal heating wire within the fitting to melt and bond the pipe ends precisely and securely.
Electrofusion Steps
-
Prepare the machine and fittings.
-
Clean and mark the insertion depth.
-
Heat to 260°C and maintain for 10–20 seconds.
-
Apply even pressure and allow 2 minutes to cool.
Technical Notes
-
Keep the pipe axis aligned.
-
Maintain correct temperature—avoid overheating or underheating.
-
Prevent dust contamination during and after welding.
3. Installation Notes
-
Use only Riifo-approved welding tools and maintain 260°C consistently.
-
Avoid hammering or threaded joints that may damage the material.
-
Protect the system from direct sunlight and chemical exposure.
-
Perform a pressure test and record the results after completion.
4. Maintenance and Operation
-
Clean joints regularly to prevent blockage.
-
Monitor system pressure and temperature to avoid overloading.
-
Replace any leaking parts following Riifo’s standard heat fusion procedure.
5. Conclusion
Following the standard Riifo PPR pipe installation and maintenance process is essential to ensure long-term stability and safety. Proper installation and routine inspection will help maximize the pipe’s durability, pressure resistance, and overall performance—delivering reliable efficiency for every project.
Contact Information:
ỐNG NHỰA CÔNG TRÌNH TOÀN DƯƠNG
Address: 227 Nguyễn Tri Phương, Đà Nẵng, Vietnam
Hotline: +84 905 853 855 – +84 923 494 999
Facebook: Ống nhựa công trình
Website: https://ongnhuacongtrinh.vn/


