Ống nhựa HDPE (BS 1555:2010)
")
Ống nhựa HDPE được sử dụng phổ biến để vận chuyển chất lỏng bởi loại ống nhựa này có khả năng chịu được các hóa chất mạnh mà không bị rò rỉ hay ăn mòn, đồng thời có nhiều ưu điểm vượt trội hơn về độ bền và sự an toàn so với các loại ống nhựa khác. Polyethylene (PE) dùng để sản xuất ống nhựa HDPE là loại vật liệu lý tưởng cho ngành công nghiệp cơ khí.
){kind=link}
ĐẶC ĐIỂM CHUNG
Ống nhựa “HDPE” được gọi theo tên loại nguyên liệu nhựa dùng để sản xuất là High Density Poly Ethylene, nghĩa là hợp chất nhựa Polyethylene có tỷ trọng cao, được viết tắt là HDPE.
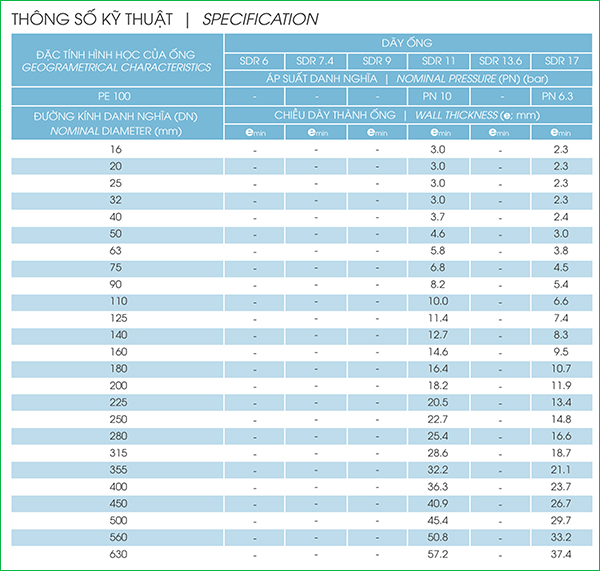
- Vật liệu: PE 80 hoặc PE 100.
- Cấp áp lực: 6bar, 8bar, 10bar, 12.5bar, 16bar, 20bar, 25bar.
- Kích cỡ: DN 20mm đến DN 1200mm.
- Tiêu chuẩn: BS 1555-2:2010; TCVN 7305:2008 / ISO 4427:2007
- Màu sắc: màu đen vạch xanh; sọc nâu hoặc vàng.
- Quy cách: 6m÷9m (từ DN 110 trở lên), cuộn 50m÷200m (từ DN 20÷DN 90) hoặc theo yêu cầu khách hàng.
- Nhiệt độ làm việc: nhiệt độ làm việc đến 45oC và có thể lớn hơn theo yêu cầu của khách hàng.
- Không độc hại: Không chứa kim loại nặng, không bị bám bụi hoặc nhiễm khuẩn, không ô nhiễm thứ cấp.
- Chống ăn mòn: Ống HDPE không dẫn diện và không bị phản ứng điện hóa bởi acid, kiềm, hoặc muối - nguyên nhân gây ăn mòn kim loại.
- Kháng UV
- Năng suất chảy cao: Lòng ống trơn nhẵn và giảm thiểu ma sát, không gây trở lực lớn cho dòng chảy và đạt lưu lượng chảy cao.
- Tính linh hoạt cao: Có thể cuộn, uốn cong. Sử dụng ít phụ tùng nối, chi phí lắp đặt thấp, chịu va đập tốt và không bị vỡ.
- Dễ lắp đặt: Ống HDPE có trọng lượng nhẹ, dễ vận chuyển và dễ xử lý, có thể lắp đặt ở những địa hình khác nhau, không yêu cầu xử lý nền móng nhiều.
- Độ bền sử dụng: Ống HDPE có thể sử dụng trên 50 năm trong điều kiện tiêu chuẩn. Lý thuyết có thể đạt đến độ bền trên 100 năm.
- Nhiều cách nối ống: Nối khớp trong, nối khớp ngoài, nối điện, nối nhiệt, nối bích.
- Thân thiện môi trường: Ống HDPE tái sinh được.
HƯỚNG DẪN LẮP ĐẶT
| I. Hướng dẫn lắp đặt ống HDPE sử dụng mối nối điện trở | II. Hướng dẫn lắp đặt ống HDPE bằng phương pháp hàn nhiệt đối đầu |
|
1. Làm sạch và đánh dấu Làm sạch các phần kết nối, đánh dấu độ sâu cần chèn. |
1. Chuẩn bị Chuẩn bị những công cụ cần thiết |
|
2. Cạo Cạo và đánh bóng bề mặt khớp. |
2. Làm sạch và kẹp chặt Kẹp ống xuống khuôn hàn, làm sạch các bộ phận mối nối, cắt các cạnh mối nối, và sau đó điều chỉnh các bộ phận mối nối để mức độ sai lệch ít hơn 10% của chiều thành vách ống. |
| 3. Sắp xếp và đút ống vào phụ kiện |
3. Hàn Đặt vào panel hàn. |
|
4. Sử dụng dòng điện Cho dòng điện chạy đến các bộ phận nối, các bộ phận mối nối sẽ được làm nóng và nóng chảy, ngắt điện khi có sự nóng chảy ở lỗ quan sát. |
4. Nối Dỡ bỏ tấm sưởi sau khi hoàn thành việc làm nóng, nối nhanh hai bộ phận làm nóng, tăng áp suất đến áp suất mối nối đối đầu và giữ cho đến khi hạ nhiệt. |
|
5. Làm mát: Làm mát, không được di chuyển hoặc tác động từ bên ngoài. |
5. Hoàn thiện Quá trình hàn và nối ống hoàn tất. |